所有加工供应信息
深圳精密零件加工国龙机械追求精度永不停止
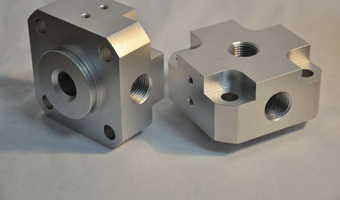
深圳市国龙精密机械设备有限公司专注于机械加工,为您做出更优质的产品,立志成为机械加工第一品牌。国龙精密机械为您提供:精密机械加工、精密零件加工、数控加工、不锈钢加工、零配件加工。蜗杆传动可以分为三大类:圆柱蜗杆传动、环面蜗杆传动和锥蜗杆传动。
2018-10-17 16:47 更新深圳大浪精密机械加工之金刚石的劈开方法
切割是在专用机床上进行,嵌砂盘固定在主轴上,主轴转速为6 0 0 0〜8 0 0 0r / m i na 用粘接剂将金刚石粘在心轴上,金刚石(心轴)靠配重靠在高速回转的嵌砂盘上,以实现进给而被劈开。用这种方法切开0.2!g (1克拉)的金刚石要用2 h以上。
2014-05-14 16:39 更新深圳龙华精密机械加工之不锈钢机械加工的冷却润滑
实验证明润滑作用可以使切削力降低15%~30%,冷却作用也很明显,冷却润滑除了改善切削条件之外,不同类型的切削液还可以提高不锈钢加工表面的粗糙度值。因种类较多钳工常用的列举如下:
2014-05-13 18:02 更新
深圳国龙零配件加工不锈钢圆钢跌多涨走势扑朔迷离
不锈钢圆钢价格的价格下跌并非没有原因,据统计数据显示,今年钢厂产量呈现快速回升之势。今年1-2月份,全国累计生产粗钢12545.2万吨,同比增长10.6%;日均粗钢产量为212.63万吨,较去年12月185.99万吨增长14.32%,创历史同期最高水平。
2014-05-08 07:45 更新深圳国龙精密机械加工汽车零部件加工技术的精准度
汽车零件种类繁多,一般具有形状复杂、结构多变、致密度高等特点。零件的生产采用了包括高压压铸、低压铸造、重力铸造、砂型铸造等几乎所有的铸造工艺。铸件铸造缺陷的产生和改善与铸造工艺的选择有很大的关系。汽车类铸件铸造难度较大,而且一般具有生产批量大的性质。
2014-05-07 00:45 更新深圳国龙精密机械加工压铸件加工的后期处理问题
压铸件加工的后期处理问题都有哪些呢,我们方便去操作这一系列的问题吗,我们还是先来看看它在作业过程中的缺陷问题,然后根据问题去解决。
2014-05-06 01:30 更新深圳龙华不锈钢加工不锈钢圆钢的操作模式
不锈钢圆钢(≤40mm棒)采用摩根式45°二辊或考克斯三辊(Y型)轧机连续化工艺生产。一般产品规格为5.5~40mm卷材。精轧速度为50~60m∕s(铁素体不锈钢)或70~60m∕s(奥氏体不锈钢)。
2014-05-06 01:15 更新深圳龙华精密零件加工加工机械产品的方法
钻床系指主要用钻头在工件上加工孔的机床。通常钻头旋转为主运动,钻头轴向移动为进给运动。钻床结构简单,加工精度相对较低,可钻通孔、盲孔,更换特殊刀具,可扩、锪孔,铰孔或进行攻丝等加工。
2014-05-02 00:15 更新深圳龙华精密零件加工数控系统及精密机械加工的定义
数控系统采用了最新的自动化技术和产品,均具有模块化、开放、灵活而又统一的结构,提供了可视化界面和网络集成功能,具备多通道多数控轴功能,适用于所有工艺。此外,采用最新芯片技术的超高速处理器等高端硬件和光纤传输技术在新型的数控系统中得到应用,大幅度提高了数控系统的性能。
2014-05-02 00:00 更新深圳龙华零配件加工概述数控加工中的一系列问题与阐述介绍
关于数控加工,有很多问题,比如:如何在加工过程中监控与调整?如何合理选择加工刀具?切削用量有几大要素?有几种材料的刀具?如何确定刀具的转速,切削速度,切削宽度?加工程序单有什么作用?在加工程序单中应包括什么内容?那这些问题如何进行解答,是一个重要问题,所以小编从网上找了一些资料,归纳整理,下面就分别来解答这些问题,具体的内容如下。
2014-05-01 00:30 更新深圳龙华精密零件加工典型的汽车零部件加工的技术要求
因为大、小头孔中心距的变化将会使气缸的压缩比发生变化,从而影响发动机的效率,因此要求两孔中心距公差等级为IT9。大、小头孔中心线在两个相互垂直方向上的平行度误差会使活塞在气缸中倾斜,致使气缸壁唐攒不均匀,缩短发动机的使用寿命,同时也使曲轴的连杆轴颈磨损加剧,因此也对其平行度公差提出了要求。
2014-04-29 00:45 更新深圳龙华零配件加工彩色不锈钢板着色法概述
由于低温表面氧化处理法质量稳定,色泽宜人且经九不变,同时保持了彩色不锈钢板所持有的各种性能,而用途愈加广泛。
2014-04-27 00:30 更新深圳国龙数控加工一般轴类零部件加工工艺分析和定位基准选择
对精度要求要高的精密零部件,其粗、精加工应分开,以保证零部件的质量。轴类零件加工一般可分为三个阶段:粗车(粗车外圆、钻中心孔等),半精车(半精车各处外圆、台阶和修研中心孔及次要表面等),粗、精磨(粗、精磨各处外圆)。各阶段划分大致以热处理为界。
2014-04-22 00:00 更新深圳龙华数控加工采购不锈钢圆钢五大注意事项
在高层住宅项目中,钢筋的单方含量大概在70公斤左右,按现在的市场价格,则折合每平方米420元左右的单方价格,在建安成本构成中所占比例最大,因此,加强钢筋采购中的成本控制,对项目整个建安成本影响较大。
2014-04-21 00:30 更新深圳国龙不锈钢加工全自动绕线机的运行原理
自动绕线机新模型近年来已开发,以满足要求的高效、高输出、自动模型常用的长连接设计,大多数的国内制造商引用由台湾进口的机械设计和使用PLC作为控制的核心设备,与操纵者,气动控制组件和配件来完成自动通风系统。
2014-04-21 00:15 更新
公司联系资料
深圳市国龙精密机械设备有限公司www.fuhai31.com
- 所在地区:
- 广东省 深圳市